TM 1-1520-265-23
Change 2 5-27
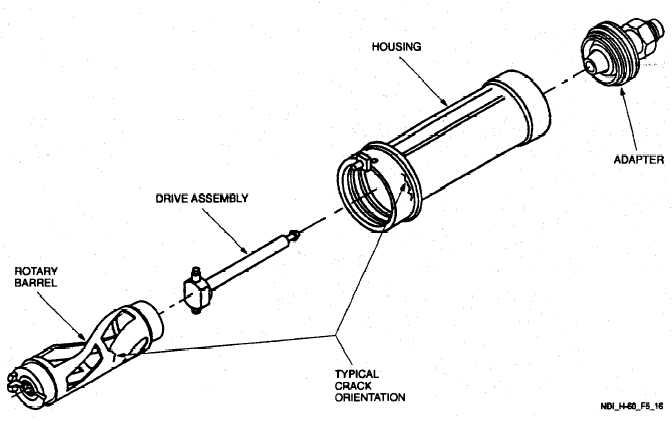
5.16 ROTARY INPUT ASSEMBLY (PT).
5.16.1 Description (Figure 5-1, Index No. 16). The rotary input assembly is at the end of the
push-pull cable and controls engine power available to the engine hydromechanical unit. This
procedure covers the inspection of the load demand rotary barrel, drive assembly, adapter, and
housing.
5.16.2 Defects. Defects can occur anywhere on the items described. No cracks are allowed.
5.16.3 Primary Method. Fluorescent Penetrant.
5.16.3.1 NDI Equipment and Materials. (Refer to Appendix B.) Inspection equipment is listed in
Table 1-7. AMS 2644 level 3 penetrant materials shall be selected from the approved list in Table
1-8. Parts requiring flourescent penetrant inspection shall be cleaned prior to inspection with
n--Propyl Bromide (vapor degreasing only)(Table 1--8), DS--108 (Table 1--8), Electron (Table 1--8),
Positron (Table 1--8). DS--108, Electron, Positron must be followed by an acetone (Table 1--8) rinse
or wipe: or drying until there is no visible solvent residue left on parts..
5.16.3.2 Preparation of Helicopter. The helicopter shall be prepared for safe ground maintenance
and the load demand unit removed and disassembled in accordance with the applicable technical
manuals listed in Table 1-1.
5.16.3.3 Access. Not applicable.
5.16.3.4 Preparation of Part. Refer to Preparation of Part or Area for NDI, paragraph 1.4.4.
5.16.3.5 Inspection Procedure. Perform fluorescent penetrant inspection. Refer to Fluorescent
Penetrant Method, paragraph 1.4.7 and Table 1-5. Inspect area of concern. See Figure 5-16.
Figure 5-16. Rotary Input Assembly