TM 1-1520-265-23
Change 2 1-35
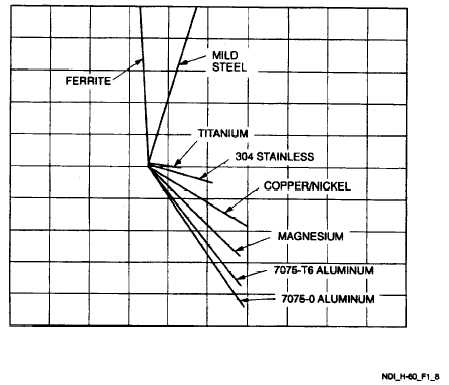
Figure 1-8. Typical Metal Sorting Display
1.4.12 Ultrasonic (UT) Method.
NOTE
Ultrasonic inspection shall be performed in accordance with the general application
and techniques in TM 1-1500-335-23 (Nondestructive Inspection Methods manual)
and the specific requirements of this manual.
Ultrasonic inspection uses high frequency sound waves as a probing medium to provide information
as to the state of various materials. this method is effective for the inspection of most metals for
surface and subsurface damage. The method requires that at least one surface of the part be
accessible for transducer contact in the vicinity of the area to be examined. The inspection is
accomplished by inducing the ultrasound into the part by coupling the transducer to the part and
picking up reflections of this sound from within the part. Any marked changes in acoustic properties,
defect, interface, or back surface will reflect sound back to the transducer. The detected ultrasonic
reflections are electronically displayed on a Cathode Ray Tube (CRT) and interpreted for indications
of defects. Accessory wedges can be used to provide adequate transducer mating to curved
surfaces or to change the angle of the sound beam and wave of mode propagation.
1.4.12.1 Safety Precautions During Ultrasonic Inspection. Follow safety precautions and
instructions contained in this manual and the Nondestructive Inspection Methods manual listed in
Table 1-1.